- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Muovin kutistumisnopeuden ja modifikaatiomenetelmien vaikuttavat tekijät
Muovin kutistumisnopeuteen vaikuttavat tekijät
1.Materiaalivaikutus:
(1) Materiaalityyppi: Eri muovityypeissä on erilaiset kutistumisnopeudet (katso taulukko 1).
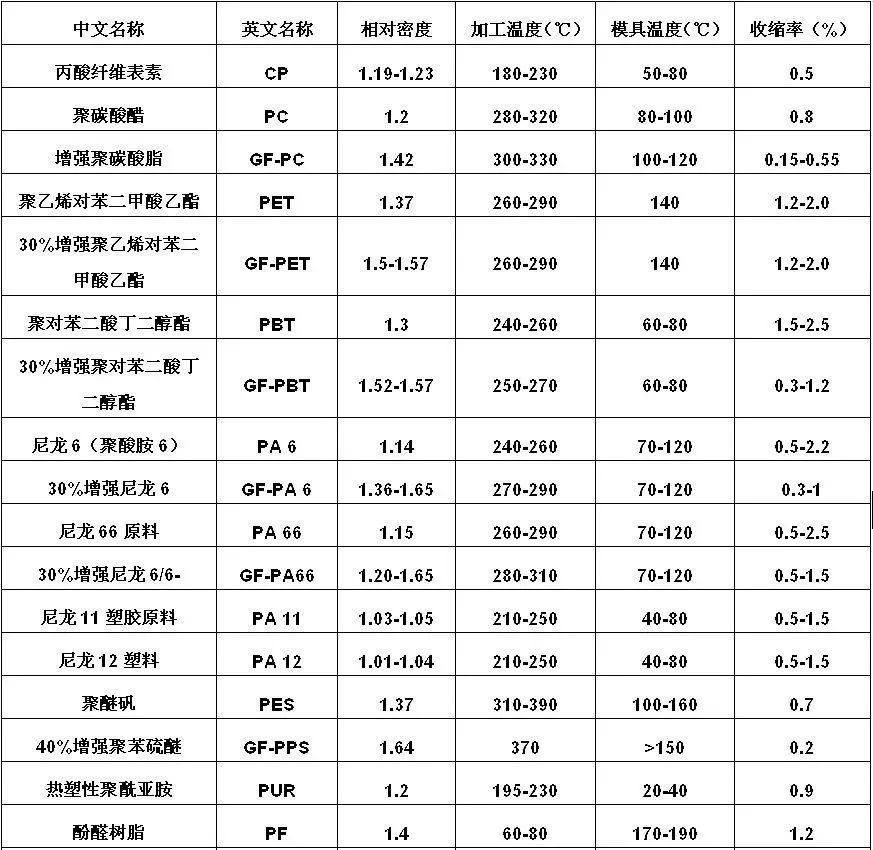
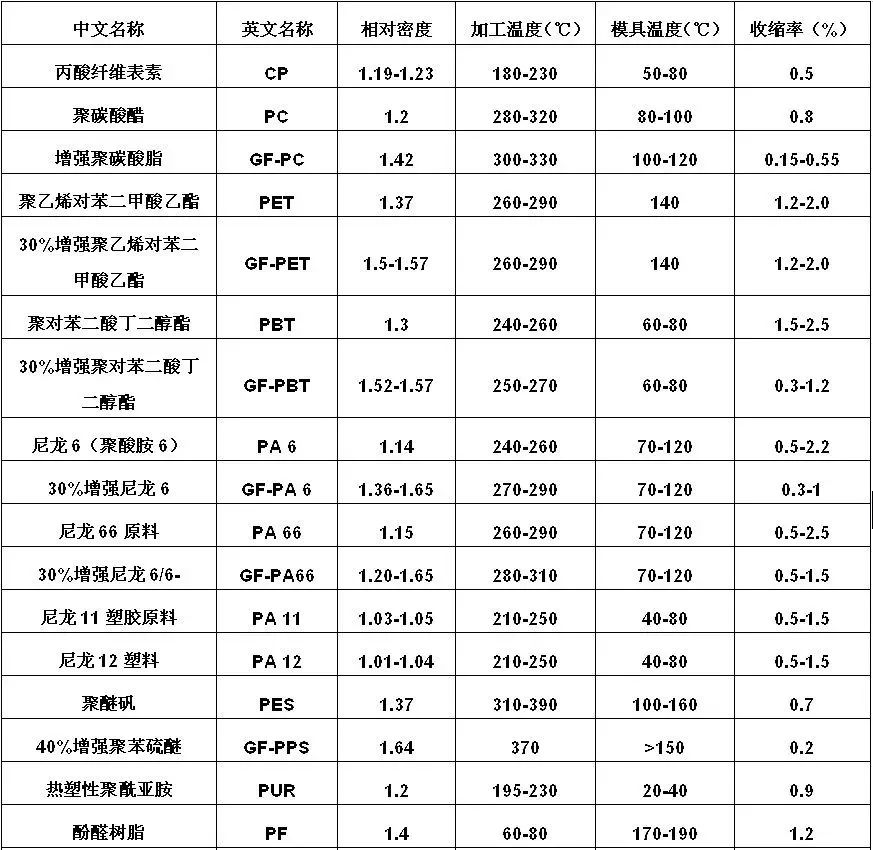
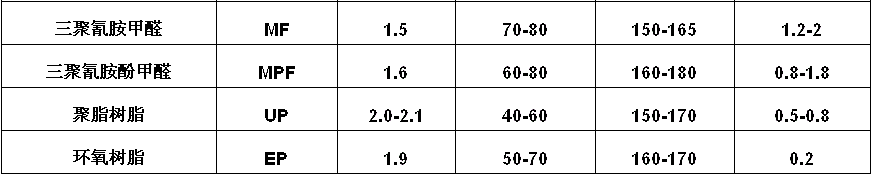
Taulukosta 1 voidaan nähdä, että kestomuoveilla 40%lasikuituvahvistetuilla PP: llä on alhaisin kutistumisnopeus (0,2%), kun taas termosten keskuudessa epoksihartsilla on alhaisin kutistumisnopeus (0,2%). Fluoroplastien kutistumisaste on korkein, mikä on noin 6%; seuraa matalatiheyksinen polyeteeni (LDPE), jonka suurin kutistumisnopeus on 5%.
(2) Materiaalin kiteisyys: Samalle materiaalille pienempi kiteisyys johtaa pienempaan kutistumisnopeuteen. Erilaisista vaikuttavista tekijöistä hartsikiteisyyden asteella on merkittävin vaikutus kutistumiseen.
(3) Materiaalimolekyylipaino: Samalle materiaalille korkeampi molekyylipaino johtaa pienempiin kutistumisnopeuteen. Hartsit, joilla on sama molekyylipaino, mutta parempi virtaus on pienempi muovaus kutistumisella.
(4) Materiaalin modifikaatio: Muiden hartsien, elastomeerien tai täyteaineiden lisääminen perushartsiin vähentää sen kutistumisnopeutta vaihteleviin asteisiin. Hartsin kutistumisnopeuden erot vaikuttavat suuresti osien mittatarkkuuteen sulankäsittelyn aikana. Korkean tarkkuuden muoviosien tuottamiseksi on käytettävä hartseja, joiden kutistumisnopeus on alhainen. Esimerkiksi PP-hartsin kutistumisnopeus on 1,8%–2,5%, ja sen kutistuminen kasvaa pienenevän molekyylipainon myötä, mikä vaikeuttaa korkean tarkkuuden PP-osien tuottamista.
2.Molding Prosessin vaikutusvalta:
(1) vakiona muovauslämpötilassa kasvava injektiopaine vähenee kutistumista.
(2) Kasvava pidätyspaine vähenee kutistumista.
(3) Sulalämpötilan nostaminen vähentää hieman kutistumista.
(4) Korkeampi muotin lämpötila lisää kutistumista.
(5) Pidempi pitoaika vähenee kutistumista (kutistuminen ei vaikuta portin jähmettymisen jälkeen).
(6) Pidempi vähäinen jäähdytysaika vähenee kutistumista.
(7) Suuremmalla injektionopeudella on taipumus lisätä hiukan kutistumista (vähäinen vaikutus).
(8) muovaus kutistuminen on suuri, shrinkin jälkeen on pieni; Post-shrinkage on merkittävä kahden ensimmäisen päivän aikana ja vakiintuu noin viikon kuluttua.

3.Kajan rakenne Vaikutus:
(1) paksuseinäisten osien kutistuminen on suurempi kuin ohuen seinäisten osien.
(2) Sisäisten osien kutistuminen on pienempi kuin osien ilman inserttejä.
(3) Osilla, joissa on monimutkaisia muotoja, kutistuminen on pienempi kuin yksinkertaisten muotoisten osien.
(4) Pituusuunnan kutistuminen on pienempi kuin kutistuminen paksuussuunnassa.
(5) sisäisillä reikillä on suuri kutistuminen, kun taas ulkoisilla ominaisuuksilla on vähän kutistumista.
4.Mold -rakennevaikutus:
(1) Suurempi portin koko pienentää kutistumista.
(2) Kutistuminen kohtisuorassa portin suuntaan nähden vähenee, kutistuminen yhdensuuntainen portin suunnan kanssa lisääntyy.
(3) Portista kauempana olevien alueiden kutistuminen on pienempi kuin portin lähellä.
(4) Muotin rajoittaman osan osiot osoittavat alhaisempaa kutistumista, rajoittamattomilla leikkeillä on suurempi kutistuminen.
Muutosmenetelmät muovin kutistumisen vähentämiseksi
1.Fiber -täyttö:
Kuidut sisältävät erilaisia epäorgaanisia ja orgaanisia kuituja. Lasikuidun ottaminen esimerkiksi 35% lasikuitujen lisääminen PP -hartsiin voi vähentää sen kutistumisnopeutta 1,8%: sta (täyttämättä) 0,5%: iin. Viime vuosina kehitetyt pitkät lasikuituvahvistetut muovit tarjoavat etuja kutistumisen hallinnassa, mikä on alhainen ja tasainen kutistumisnopeus sekä pitkittäisissä että poikittaisissa suunnissa.
2.Onorgaaninen täyteaine:
Epäorgaanisiin täyteaineita ovat talkki, kalsiumkarbonaatti, bariumsulfaatti, kiillejauhe, wollastoniitti ja montmorilloniitti jne. Täytetyyppi, muoto, hiukkaskoko ja pintakäsittelytaso vaikuttavat sen tehokkuuteen hartsin kutistumisnopeuden muuttamisessa.
(1) Täyteaineen muoto: Eri muotojen täyteaineet vaikuttavat kutistumisen vähentymiseen eri tavalla, tehokkuusjärjestyksen ollessa: hiutale> neulamainen> rakeinen> pallomainen. Esimerkiksi hiutaleinen montmorilloniitti ja kiille vähentävät merkittävästi komposiitin kutistumista.
(2) Täyteaineen hiukkaskoko: Samassa täyteaineessa pienemmillä hiukkaskokoilla on suurempi vaikutus kutistumisen vähentämiseen. Esimerkiksi talkki-täytetyssä PP: ssä (20% talkki + 8% PoE), kun talkin hiukkaskoko kasvaa 1250 meshistä 5000 mesh: iin, kutistumisnopeus laskee 1,05%: sta 0,8%: iin.
(3) Täyteainekäsittely: Täyteaineen pintakäsittely parantaa sen kutistumista vähentävää vaikutusta. Esimerkiksi ABS: n täytetty 10% talkilla osoittaa kutistumisen vähentymisen 0,48%: sta 0,42%: iin, kun talkkia käsitellään alumiinaattisella kytkentäaineella.
(4) Täyteaineen kuormitus: Samassa täyteaineessa korkeampi kuormitus johtaa suurempaan kutistumisnopeuden vähentymiseen.
3. vähentäminen kiteisyyttä:
(1) Kiteytymistä vähentävän aineiden lisääminen: Yleisesti käytettyjä ovat pienimolekyylisiä yhdisteitä, jotka häiritsevät molekyylin säännöllisyyttä ja estävät molekyylin liikettä sulamistilassa, vähentäen siten kiteisyyttä.
(2) Muiden hartsien lisääminen: Pienten LDPE: n tai HDPE: n sekoittaminen PP: hen voi häiritä sen kiteyttämistä prosessoinnin aikana. Myös ei-kiteisiä hartsit, kuten PS, ABS, PMMA tai PC, voidaan lisätä.
4. Elastomeerien lisääminen:
Elastomeereja, kuten Poe, EPDM ja SBS, voidaan lisätä. Kun elastomeeripitoisuus on alle 5%, niiden vaikutus PP -kutistumisen vähentämiseen on samanlainen. Yli 5%: n pitoisuus, tehokkuus eroaa tyypin mukaan kutistumisen vähentämisjärjestyksen ollessa: Poe> EPDM> SBS (yhdenmukainen niiden karkaisun vaikutuksen kanssa PP: hen). Epäorgaanisten täyteaineiden ja elastomeerien yhdistäminen PP: ssä tuottaa paremman kutistumisen vähentämisen.
5. Kemiallinen oksastusmuutos:
PP: n siirteen modifikaatio voi vähentää sen kiteisyyttä, mikä saavuttaa pienemmän kutistumisnopeuden.