- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Laboratorioarvojen ymmärtäminen: Todellinen tapa lukea värejä – Kolme perusparametria teknisten muovien värierojen säätelyyn
"Onko ΔE 2,1 hyväksyttävä kolorimetriraportissa vai ei?"
"Asiakas sanoo, että Lab-arvot ovat poissa, mutta värit näyttävät minusta melkein samalta."
These are questions our technical team hears every day. In the engineering plastics industry, color difference is no longer judged by the naked eye alone. Olipa kyse autojen sisäosista, 3C-elektroniikkakoteloista tai teollisuuden rakenneosista, asiakkaat sisällyttävät lähes aina värieron hyväksymisstandardin, jossa todetaan selkeästi: ΔE ≤ 0,5, L, a, b-arvot määritettyjen toleranssien sisällä.
Mitä L, a ja b tarkalleen ovat? Ja miksi ne ovat luotettavampia kuin silmämääräinen tarkastus? Tänään selitämme nämä kolme parametria teknisten muovien tuotannon kielellä.

I. Värien "koordinaattijärjestelmä": Laboratorion väriavaruus
Kuvittele, että sijainnin määrittämiseksi kartalla tarvitset pituusasteen, leveysasteen ja korkeuden. Lab-väriavaruus on värien "kolmiulotteinen koordinaattijärjestelmä".
Kansainvälisen valaistuskomission (CIE) vuonna 1976 perustama se on edelleen maailmanlaajuinen kultastandardi värimittauksissa. Mikä tahansa väri voidaan yksilöllisesti sijoittaa tähän kolmiulotteiseen avaruuteen koordinaattijoukon (L, a, b) avulla.
• L-arvo (Vaaleus): Vaihtelee välillä 0 - 100. L=100 on puhdasta valkoista, L=0 on puhdasta mustaa. Teknisissä muoveissa harmaaksi muuttuva musta tai kellertävä valkoinen osa on olennaisesti L-arvon muutos.
• arvo (puna-vihreä sävy) : Positiiviset arvot osoittavat punaista, negatiiviset arvot vihreää. Kun palamista hidastavasta ABS:stä, jonka pitäisi olla kirkkaan punainen, muuttuu "tumma tiilenpunainen", ongelma on todennäköisesti arvo.
• b value (Yellow-Blue hue) : Positive values indicate yellow, negative values indicate blue. Arvo b on "herkin" parametri – materiaalit, kuten PBT, PC ja nailon, ovat alttiita kellastumaan korkean lämpötilan käsittelyn aikana. When the b value shifts positively, the part visibly “turns yellow.”
II. Kolme numeroa, kolme yleistä "väriero-oiretta"
Tuotantokerroksessa diagnosoimme nopeasti perimmäiset syyt laboratorioarvojen muutosten kautta:
1. Suuri poikkeama L-arvossa – Priorisoi materiaalin kunnon ja muovausprosessin tarkistaminen.
• Korkea L-arvo (liian valkoinen/vaalea): Mahdollisesti alhainen muotin lämpötila tai liian vähän titaanidioksidia värin perusseoksessa.
• Alhainen L-arvo (liian tumma): Mahdollinen materiaalin heikkeneminen (liiallinen altistuminen korkeille lämpötiloille) tai huono homeen ilmaantuminen.
2. Suuri poikkeama arvossa – Priorisoi materiaalin koostumuksen tarkistaminen.
• Positiivinen arvon muutos (punertava): Yleistä palonestoaineissa, joissa palonestoaine hajoaa korkeissa lämpötiloissa aiheuttaen väriaineen värjäytymistä.
3. Suuri poikkeama b-arvossa – Priorisoi kuivausolosuhteiden ja ruiskutuslämpötilan tarkistaminen.
• Positiivinen muutos b-arvossa (keltainen): Yleisin syy on ylikuivuminen tai liiallinen sulamislämpötila. Nailonmateriaalit ovat erityisen herkkiä – b-arvon ryömintä 0,5 on näkyvästi "keltaista" paljaalla silmällä.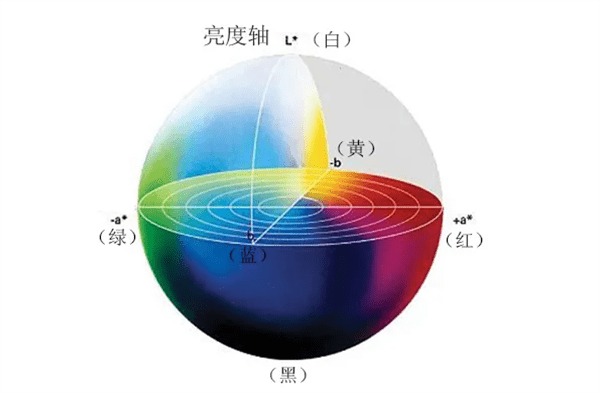
III. Mikä on ΔE? Miksi emme voi luottaa ΔE:hen yksin?
ΔE on L-, a- ja b-mittojen yhdistetty poikkeama, joka lasketaan seuraavasti:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Se käyttää yhtä numeroa tiivistämään "kokonaisvärieroa", mikä tekee nopeasta arvioinnista helppoa. Ongelma on kuitenkin: Sama ΔE voi edustaa hyvin erilaisia väripoikkeamia.
Esimerkiksi:
• Tapaus A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (hieman liian valkoinen)
• Tapaus B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (poikkeamat kaikkiin kolmeen suuntaan)
Both have nearly the same ΔE, but Case B is more “complex” and may appear “muddier” to the naked eye. Therefore, professional color difference control must consider both ΔE and individual tolerances. A common standard for automotive interior parts is: ΔE < 1.0, with |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Mistä väriero tulee? Neljä yleistä lähdettä
Asiakkaiden palvelemisesta saadun vuosien kokemuksen perusteella tärkeimmät värierojen lähteet jakautuvat neljään luokkaan:
1. Materiaalierän vaihtelu – Erilaisten teknisten muovierien pohjavärissä voi olla pieniä eroja. Jopa samalla luokalla ei ole harvinaista, että POM:n erien välinen b-arvon vaihtelu 0,3–0,5.
2. Drying process out of control – Materials like nylon, PET, and PC are sensitive to moisture. Ali- tai ylikuivaus voi aiheuttaa kellastumista. Yhdessä tapauksessa käyttäjä nosti kuivauslämpötilaa 80 °C:sta 100 °C:seen, jolloin b-arvo hyppäsi 1,2:sta 2,8:aan, jolloin koko erä romutettiin.
3. Ruiskuvaluprosessin ajautuminen – Pienet muutokset vastapaineessa, ruuvin nopeudessa, ruiskutusnopeudessa, pitopaineessa, muotin lämpötilassa jne. voivat muuttaa sulavirtausta ja kiteytymiskäyttäytymistä, mikä vaikuttaa värin ulkonäköön. Lasikuituvahvisteiset materiaalit ovat erityisen herkkiä.
4. Mittausympäristön erot – Erilaiset kolorimetrit, valonlähteet, mittausaukot tai jopa käyttäjän kohdistama paine voivat vaikuttaa lukemiin. Customers and suppliers must agree on a unified measurement standard (e.g., D65 illuminant, 10° observer angle).
V. Päätelmä: Väriä voidaan hallita
In engineering plastics, color is no longer a mystery. Kolme numeroa L, a ja b muuttavat subjektiivisen tunteen "väri on mielestäni väärä" objektiiviseksi tosiasiaksi "L-arvo ylittää toleranssin 0,6, b-arvo 0,8". Understanding the four sources of color difference helps us prevent problems before they occur.